
- 泊头市康越环保
脉冲布袋除尘器的控制技术

一、除尘器控制内容:
1. 除尘器工作原理:
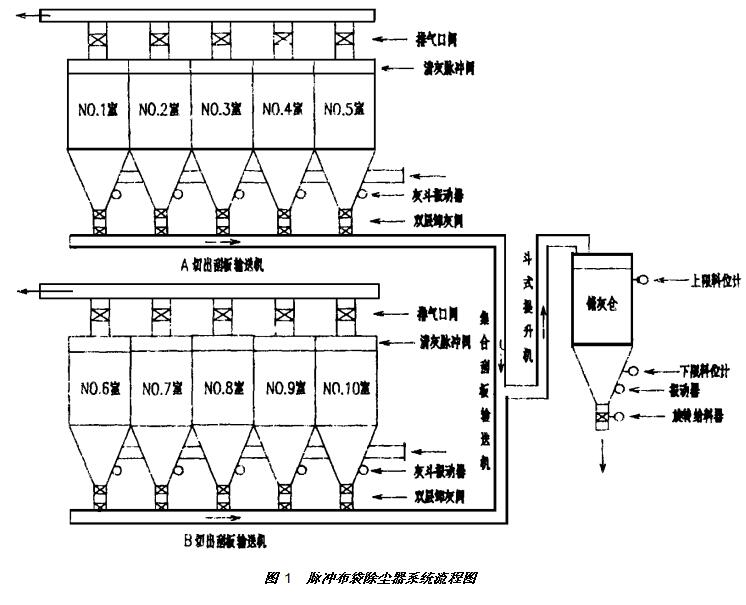
负压脉冲布袋除尘器处在风机的负压端 , 除尘器采用下进风上排风外滤式结构 ,具有相互分隔的袋滤室 , 当某一袋滤室进行清灰时 ,通过控制机构控制脉冲阀 ,喷出高压气体并带入大量空气喷吹滤袋上的粉尘 , 使粉尘落入灰斗 ,通过输灰系统把粉尘运走 , 含尘气体从滤料孔隙流过 ,干净气体通过排风管排入大气中。 图 1为负压脉冲布袋除尘器系统流程图。
2. 控制内容:
除尘器控制内容为清灰、卸灰、输灰及排灰 , 并要求设备能进行单功和联动运转的控制。
设单动的目的是为了设备单体调试时 , 在除尘器现场手动操作。
在联动运转时 , 除尘器清灰系统采用定时或差压控制 , 并与刮板机联锁。 只有在刮板机运转时 , 方可清灰。清灰的周期、清灰程序中脉冲阀喷吹时间能根据运行状态进行调整。
顺序启动: 从除尘器电气室或中央控制室发出运转指令 , 斗式提升机运行 , 1min后集合刮板输送运行 , 30s 后切出刮板输送机运行。斗式提升机要与诸灰仓料位控制器联锁 , 只有在正常料位时 ,斗式提升机才能启动。
顺序停止: 从除尘器电气室或中央控制室发出停止指令 , 或储灰仓灰满的情况下 ,系统开始顺序停机 , 首先切出刮板输送机停止 , 1min 后停集合刮板输送机 , 2~ 5min后停斗式提升机。切出刮板输送机停止运行同时 , 清灰系统、卸灰系统也停止运行。
二、 PLC控制原理:
1. 控制原理:
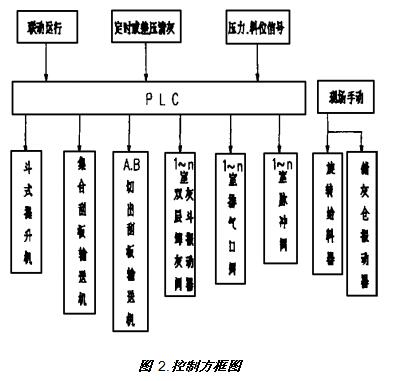
P LC控制原理如图 2所示。
2. 电气设备配置:
电气设备由 PL C控制柜、电动机控制柜和机旁操作箱组成。
P LC控制柜、电动机控制柜安装在无人操作的除尘器电气室内。
机旁操作箱安装在除尘器上、所控制的设备附近。 在各箱可进行下列操作和监视:
( 1)除尘设备手动、联动操作; ( 2)设备运转状态信号指示灯 ; ( 3)设备故障指示灯 ; ( 4)储灰仓料位指示灯 ; ( 5)故障音响及报警。
1. 清灰控制过程:
2. 卸灰、输灰、排灰控制过程:
粉尘落入灰斗后 ,经过一段时间开始卸灰 ,首先打开双层卸灰阀下阀 ; 几秒钟后 , 关闭下阀 , 再打开上阀; 几秒钟后 , 关闭上阀。如此反复循环几次 ,_后灰斗振动器振动几秒钟 ,这个室卸灰结束。再进行下一个室的卸灰。卸灰的次序: 先从靠近储灰仓_个室开始卸灰 (参见图 3) ,即第 1、 6室开始卸灰 ,然后第 2、 7室卸灰…… ,_后第 5、 10室卸灰 , 这种卸灰方式使灰落入切出刮板输送机后 , 及时运到集合刮板输送机 , 不会因切出刮板输送机过负荷运转 ,造成断链的后果。如果除尘器的灰量较大 ,室与室之间卸灰的时间间隔也需相应缩短。
在储灰仓附近 , 安装一台出灰操作箱 ,供现场操作工人从储灰仓往汽车上抽灰时使用。 粉尘在储灰仓内存一段时间后 , 容易造成压实 ,如果用振打器振打 , 越打越实。 为了克服这一缺点 ,_的方法是在储灰仓上装松动装置。
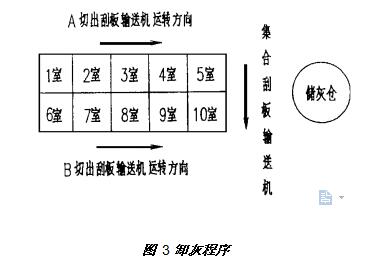
图 3卸灰程序
3. 控制仪表、显示及报警:
为了测量除尘器的阻力 ,观察各室清灰效果 , 在除尘器上安装差压变送器 ,以取代 U 型管。 总差压变送器的高压端取压口在除尘器入口位置 , 低压端取压口在除尘器出口位置。 每个室差压变送器的高压端取压口在灰斗下方位置 ,低压端取压口在滤袋室顶部。 总差压信号和每个室差压信号送入 P LC 机。用除尘器总差压信号控制清灰过程是: 当总差压达到设定的上限值时 , 从第 1室开始清灰至第 n 室清灰结束。除尘器分室差压信号控制清灰过程是: 当某室差压信号达到_值时 ,这个室开始清灰 ,但是不容许两个室同时清灰。
除尘器清灰的效果与压缩空气的压力密切相关。 为了_压缩空气的压力值 (正常时为 0. 5M Pa )并能够随时观察压缩空气压力值 , 在压缩空气储气罐上安装一台压力变送器 , 当压力值低于 0.4M pa 时 , 报警 , 除尘器按照正常停机程序停止运行。
为了显示储灰仓灰量 ,在储灰仓上安装一台锤式料位计 , 这种设备可以随时测出储灰仓内灰量多少。 当储灰仓料位到上限时 ,应进行报警 ,并按照正常停机程序停止除尘器运行。
输灰系统的设备如斗式提升机、集合刮板输送机、切出刮板输送机的链条会因被某种硬物卡住以至拉断。为了防止断链现象发生 ,每台电动机控制回路加一个冲击电流继电器。其作用是 ,当电流_过设定值时 ,马上切断电动机电源 ,_设备正常运行。
四、结论:
采用可编程控制器控制脉冲除尘器具有如下优点:
(1)降低了成本 , 以前控制线路采用时间继电器、中间继电器等器件 , 元器件数量大、占用控制柜空间大 ,所以成本也高。
(2)可以根据工艺条件 , 灵活地调节参数与控制状态。由于除尘器用于不同条件的现场 ,粉尘性质及粉尘量不同 ,有些参数及设备运行的程序都是根据实际情况来决定的 ,例如清灰周期、双层卸灰阀卸灰周期、灰斗振动器振动时间等等。上述情况只有采用可编程控制器才能满足现场的需要。
(3)控制线路简单 , 安装灵活 ,线路故障点减少 , 可靠性高。 以前采用的继电器等元器件 ,线路复杂 , 故障点多 ,维护不方便。
(4)可编程控制器不仅具有继电器所完成的_功能 ,而且引入了微机功能 ,具有数据传送、比较、四则运算 , 及模拟量输入、输出等功能 , 从而使控制能力产生了飞跃。